In melt-processing of plastics, internal voids in parts can be caused by several factors: improper process conditions or process controls; high moisture content in the material itself; or by the physical design of the part, typically related to non-uniform wall thicknesses or wall sections of 6.35 mm (0.25-inch) or more. All three conditions can be remedied.
For the suture anchors, the solution to voids required maintaining optimum process conditions for parts with relatively thick, non-uniform wall sections, which are design features necessary to achieve the intended functionality.
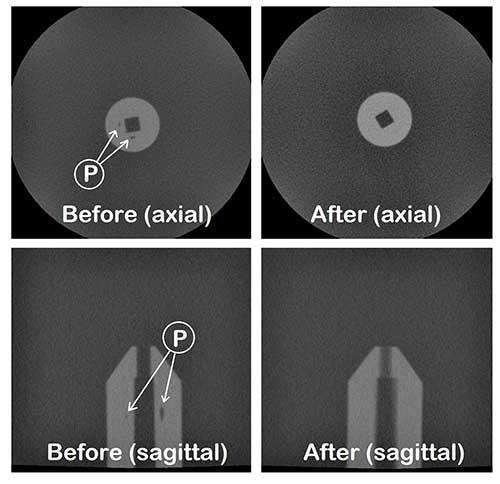
In these configurations, voids can occur when the outer area of the component cools and solidifies faster than the internal area. They can also occur when a differential in the wall thickness creates a different rate of cooling in thin vs. thicker sections of the part. This differential can create voids as the part cools. In actual use, these voids are weak spots that can negatively affect the ability of the parts to withstand physical load.